Affichage du processus d'inspection de la qualité
- Partager
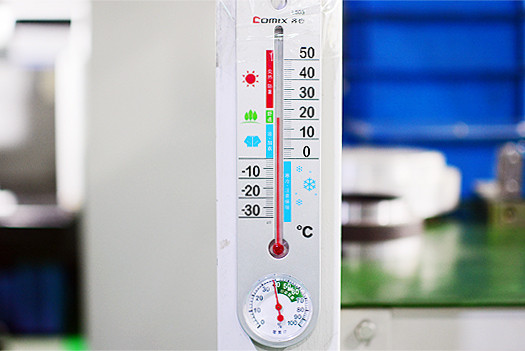
Le contrôle de la température se situe entre 18 et 22 degrés dans notre salle d’inspection.
Afin de garantir l'exactitude de l'inspection, les pièces doivent être placées dans la salle d'inspection du thermostat plus de quatre heures avant la vérification.


Les pièces doivent être nettoyées avant l'inspection (afin de garantir que les pièces seront mesurées avec précision.)
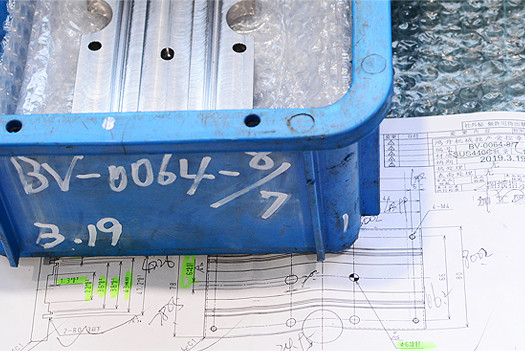
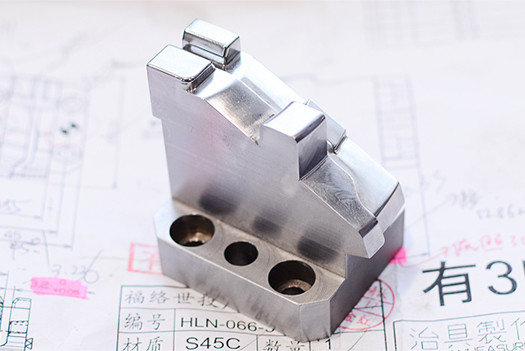
En premier lieu, le personnel d’inspection de la qualité vérifie si les pièces sont conformes au dessin ou non, puis détermine que le dessin doit être utilisé comme projection de troisième angle ou comme projection de premier angle.
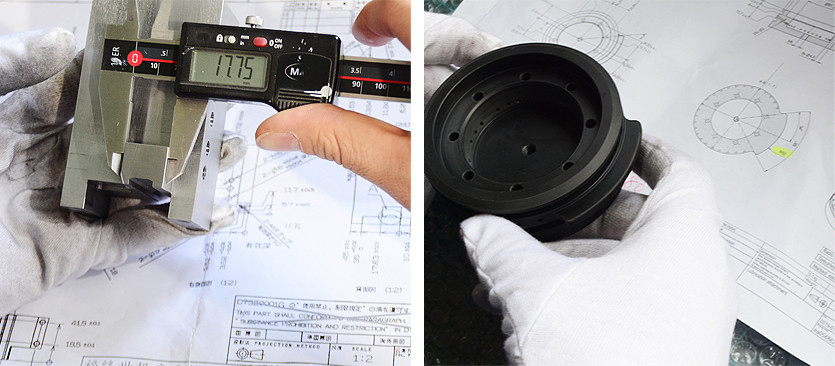
Confirmez si le matériau des pièces à inspecter est conforme au dessin (l’acier inoxydable est contrôlé à l’aimant, confirmez si les pièces sont magnétiques ou non).
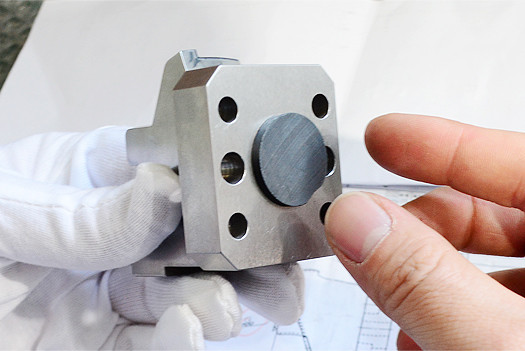
Confirmez l’apparence des pièces, vérifiez si la surface présente des bavures, des égratignures et des ecchymoses et si le chanfrein est uniforme ou non.
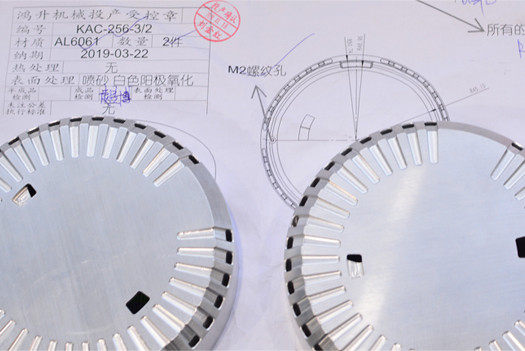
Confirmez si la quantité est compatible avec le dessin.
Les outils d’inspection doivent d’abord être corrigés avant l’inspection; s’il n’ya pas de problème, ils seront utilisés par la suite.

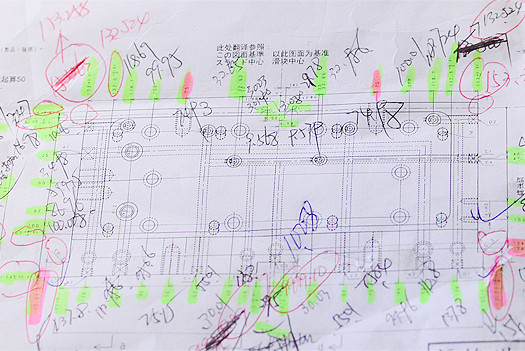
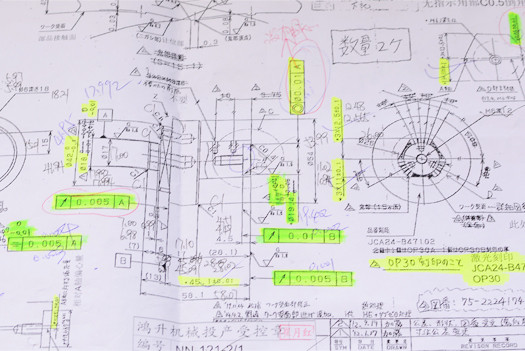
Les principes de test de Hongsheng sont que toutes les pièces doivent être vérifiées une par une pour chaque taille sur le dessin, sauf pour les grandes quantités de pièces qui seront sujettes aux commentaires du client pour le contrôle par échantillonnage. Le contenu des rejets est marqué d’un stylo rouge sur le dessin. Les notes et la description des données seront écrites sur la feuille de contrôle des rejets.
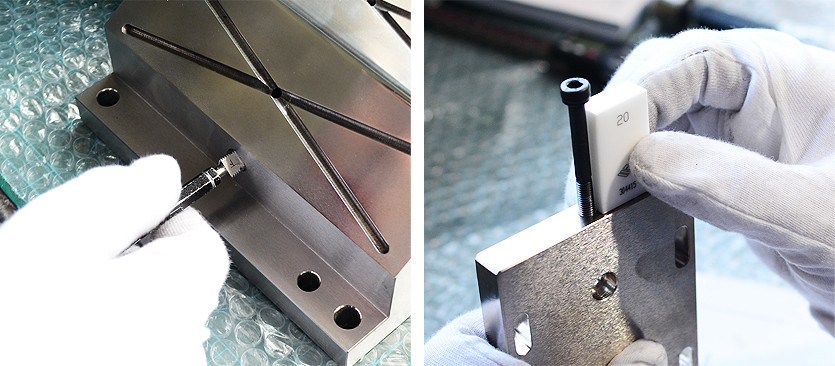
Détection de fil: La première chose à faire est de vérifier si le fil est défectueux, sinon, en utilisant la jauge Go / No pour la détection de fil. La seconde consiste à vérifier la profondeur et la perpendicularité du filetage, afin de déterminer si le filetage est fin ou grossier, droit ou conique. Le calibre de bloc et le carré de précision sont nécessaires pour vérifier la perpendicularité.
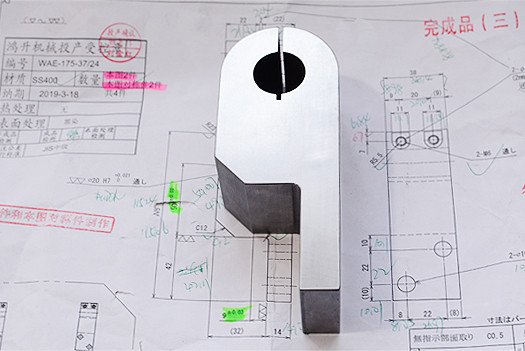
Pour confirmer tous les chanfreins, les notes, Angle C et Angle R indiqués sur les dessins.
Contrôle de la rugosité de surface: La rugosité enregistrée sur le dessin est comparée à la jauge mesurée. Vérifier la surface non requise sur le dessin mais considérée comme importante.
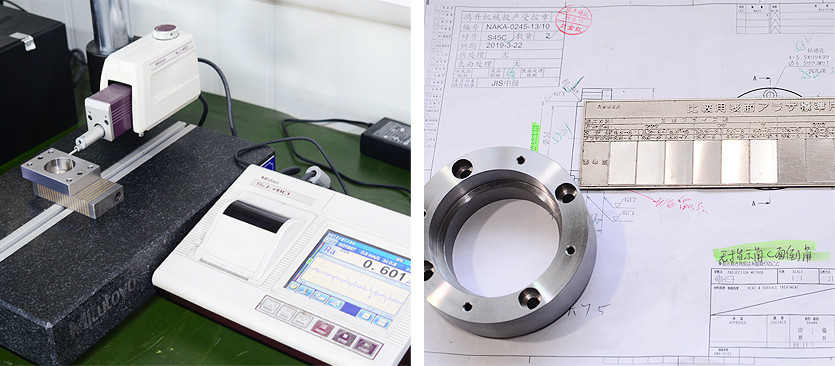

Pour sélectionner la surface sans tolérance de mesure lors de l’utilisation du testeur de dureté.Les chiffres indiqués sur le dessin avec les exigences de dureté doivent être comparés aux valeurs réelles pour voir si elles sont qualifiées.
Vérifier les notes: La concentricité, la rondeur, la rectitude, la planéité, la symétrie, etc. enregistrées sur le dessin doivent être vérifiées. Toutes les dimensions sont testées et enregistrées individuellement.
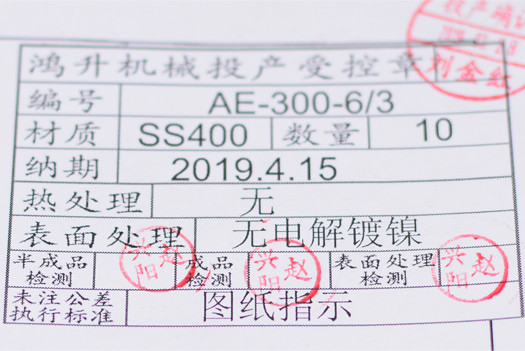
Le sceau de l'inspecteur doit être estampillé sur l'inspection des produits semi-finis, des produits finis et du traitement de surface indiqués sur les dessins après vérification.
Pour confirmer si la taille de l’essai a réservé le montant de traitement de surface et faire attention à l’emballage du produit pendant le transport avant le traitement de surface. Après l’emballage, l’article de traitement de surface doit être écrit dessus. Pour placer les produits qualifiés dans le cas où des pièces doivent être réalisées, le traitement de surface, entre-temps, les dessins sont placés dans le dossier avec les exigences correspondantes.

Commencer l'inspection secondaire des trous de tolérance et l'inspection de l'apparence de la surface après le traitement de la surface. S'il n'y a pas d'autre problème, rassemblez les dessins et les produits dans la boîte avec le numéro de pièce étiqueté, puis transférez la boîte et le rapport de test dans la salle d'emballage.
Pour être sûr que le numéro de série sur la boîte correspond au produit au stade du préemballage. Dans les circonstances d'incohérence, modifier le numéro correct à l'extérieur de la boîte et d'autres détails.